
-
+9

 .
.Anglage è un termine che in francese - la lingua degli orologiai - significa smussatura.
La rifinitura, prima ancora di essere un'attività atta a rendere più esteticamente pregevole un movimento, e conseguentemente più prezioso, non solo da un punto di vista economico, era una necessità dovuta a supplire gli inestetismi delle macchine utensili, eliminando le inevitabili imperfezioni che esse producevano.
Superfici ruvide inevitabilmente si prestano maggiormente al deposito di pulviscolo che poteva, aumentando l'attrito fra i vari ruotismi ed ingranaggi, causare problemi.
Allo stesso tempo, una superficie liscia - lucida, contribuisce non solo ad un miglior funzionamento dei vari componenti, ma riduce la corrosione e permette una più efficiente lubrificazione, oltre a migliorarne l'estetica.
Ben presto l'attività di rifinitura diventò una vera e propria tecnica di decorazione, che esaltava le qualità estetiche e manuali dell'artigiano realizzatore, e che trovò la massima espressione all'interno delle Maisons più prestigiose e di grande tradizione.
I movimenti "speciali" o di lusso, avevano lavorazioni e decorazioni altrettanto speciali.
Lo specialista di questa tecnica viene chiamato angleur chanfrein.
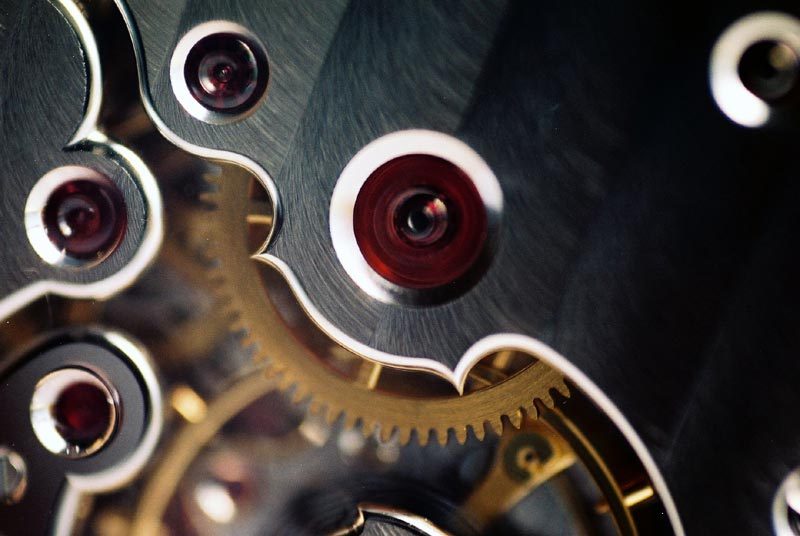
L'anglage è una finitura che contribuisce notevolmente alla bellezza di un movimento, creando un gioco di riflessi di luce e, se realizzata a mano, esalta l'autenticità della maestria orologiera.
E' particolarmente apprezzata e ricercata dagli appassionati, soprattutto nelle lavorazioni vintage dove più facilmente trova le sue migliori espressioni.
Ma anche le contemporanee realizzazioni, specie da parte dei cosiddetti "indipendenti", offrono risultati di grande maestria e bellezza.
Con questa lavorazione, gli angoli dei vari componenti - ponti, leve, ecc. - vengono limati, tipicamente a 45° , togliendo così il filo ed, al tempo stesso, eventuali sbavature, per poi essere lucidati.
I componenti così ottenuti sono più regolari e permettono un più preciso livellamento.
Nelle lavorazioni artigianali tradizionali questo passaggio viene realizzato a mano, con lucidature con torni di legno.
La produzione industriale permette oggi di ottenere pezzi di lavorazione già smussati a 45° a seguito di stampaggi o con macchine CNC, anche se le lavorazioni più prestigiose prevedono ancora le rifinitura manuale.
Anglage: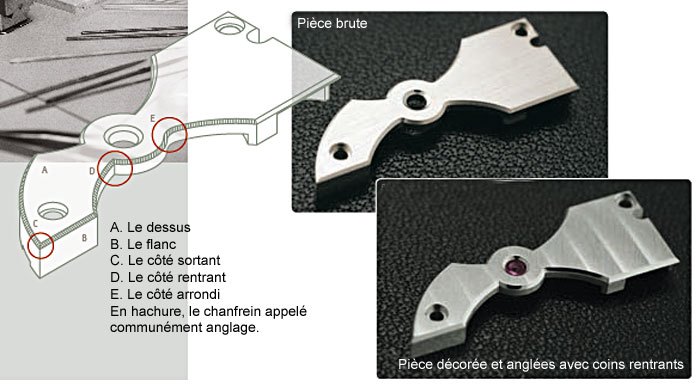
le parti ombreggiate sono quelle soggette ad anglage
Vocabolario:
anglées = smussati
arrondi=tondo
brunissoir=lisciatura
brute = grezzo
coins=angoli
côté = lato
dessus=sopra
entrant = verso l'interno
hachure = ombreggiate
sortant = verso l'esterno
La superficie dell'angolo deve essere regolare, piana, ad eccezione dello smusso a"culla" (leggermente bombato), la larghezza dell'anglage dell'angolo deve rimanere costante, i suoi bordi ben paralleli:
Gli orologi con forme ampiamente variabili, hanno generalmente sia angoli in entrata che in uscita, aumentando così la difficoltà dell'anglage.
Nell'orologeria di fascia alta, non è raro che si moltiplichino le smussature senza reali necessità: l'estetica supera in questo caso la funzionalità.
Angolo verso l'interno:
Un angolo è "rientrante" quando i due smussi convergono verso l'interno.
L'intersezione deve essere netta, con una sola linea che si forma nel punto d'incontro.
Questo tipo di angolo è più difficile da realizzare, tanto più difficile quanto più la punta è acuta.
Richiede mani particolarmente esperte, ed al momento, nessuna macchina consente di realizzarlo.
Angolo arrotondato:
L'angolo è arrotondato all'intersezione dello smusso; si capisce la minor difficoltà di realizzazione.
L'angolo verso l'esterno:
E' un angolo formato da due smussi che si incontrano verso l'esterno.
Per essere eseguito magistralmente deve essere "vivo", non arrotondato.
Metodi moderni
Lavorazioni a macchina
Gli angoli o bisellature possono essere ottenuti direttamente da lavorazioni - fresature - con macchine CNC:
La lucidatura è effettuata chimicamente, meccanicamente o con spazzole.
Il metodo è soddisfacente per la produzione di massa, gli angoli sono puliti e regolari; non è tuttavia adatto per gli angoli rientranti: il diametro delle frese è ancora troppo grande per ottenere spigoli vivi.
Lo stampaggio
Soddisfa la produzione in serie, permettendo di formare e lucidare direttamente gli angoli.
Questo metodo industriale non richiede competenze particolari.
Riducendo significativamente il tempo di lavoro, è maggiormente redditizio.
Ma, logicamente, i pezzi sono identici fra loro, senza impronta artistica:
Metodi tradizionali
Alcuni componenti possono richiedere anche 10 ore di lavorazione.
Passione, pietre e tamburi per le lucidature sono gli strumenti necessari.
La tecnica non viene più di tanto insegnata nelle scuole d'orologeria, pertanto all'interno delle Case che mantengono questa lavorazione si formano gli allievi sotto l'insegnamento dei maestri.
L'anglage au brunissoir
Dopo la finitura dei fianchi, gli angoli sono formati e perfezionati con la lima: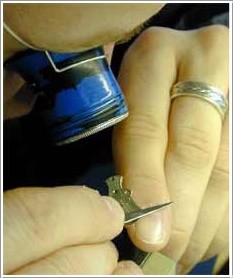
i cui segni perpendicolari vengono poi cancellati da linee dal disegno longitudinale. La superficie viene poi ammorbidita con sabbia fine di granulosità adatta a seconda del pezzo lavorato. Poi, facendo attenzione a non arrotondare gli spigoli e gli angoli, la superficie è unificata con utensili abrasivi sempre più fini:
In questa fase del lavoro, è importante liberare la parte da eventuali residui abrasivi che potrebbero graffiare.
La brunitura è un metodo di lucidatura in cui il materiale viene indurito con uno strumento di acciaio temperato:
Infine, la lucidatura è completata passando una pasta diamantata con un piolo di legno:
L’anglage à la meule de bois
La mola di legno consente di ultimare la smussatura.
Viene utilizzata per lucidare angoli già formati in precedenza.
La lucidatura viene effettuata su un tamburo con ruote con diamante:
Questa tecnica richiede una grande abilità perché, a differenza del metodo con brunitura, la quantità di materiale asportato è considerevole.
Eventuali errori sono però difficili da recuperare.
Ha il vantaggio di permettere smussi di qualità in tempi rapidi, ma non permette di raggiungere i ritagli più interni.
Le "imperfezioni" del mestiere di anglage sono i segni della autenticità della lavorazione manuale e dipendono dalla abilità.
Così, ogni pezzo è unico e personalizzato.
Questa lavorazione è molto meticolosa ed è l'elemento più critico in termini di estetica.
Esempi di paste abrasive utilizzate:
più grosse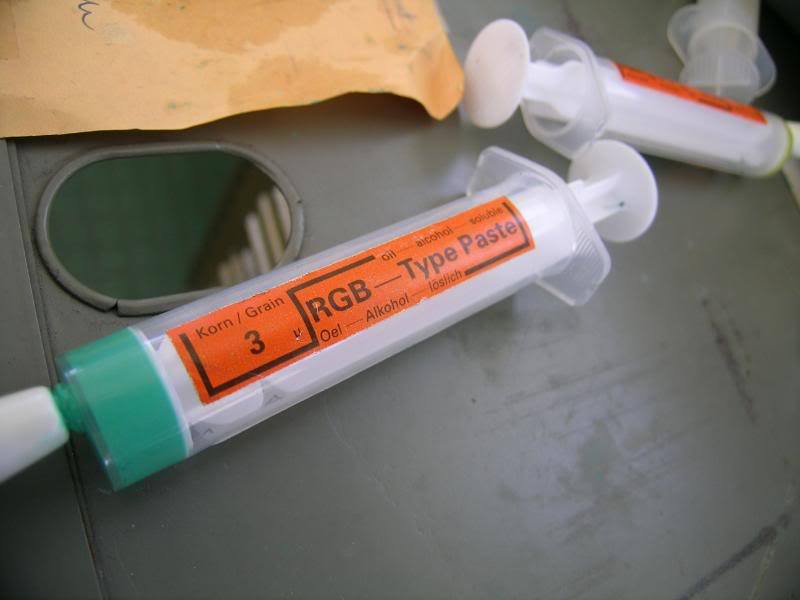
più fini
una parte completata:

alcune immagini: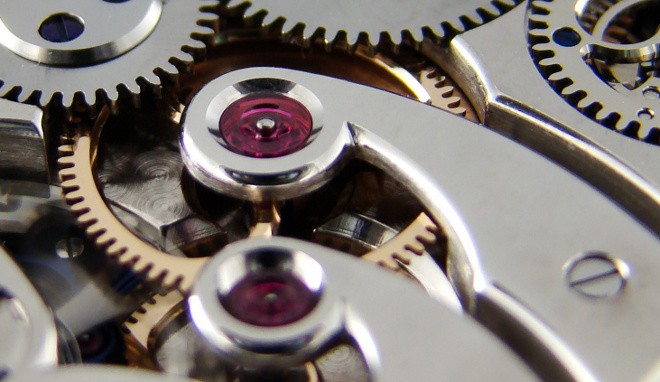



Philippe Dufour Simplicity
Jaeger-LeCoultre Duomètre Sphérotourbillon
Romain Gauthier Logical One
Greubel Forsay Tourbillon 24"
Greubel Forsay




Phlippe Dufour Simplicity
Patek Philippe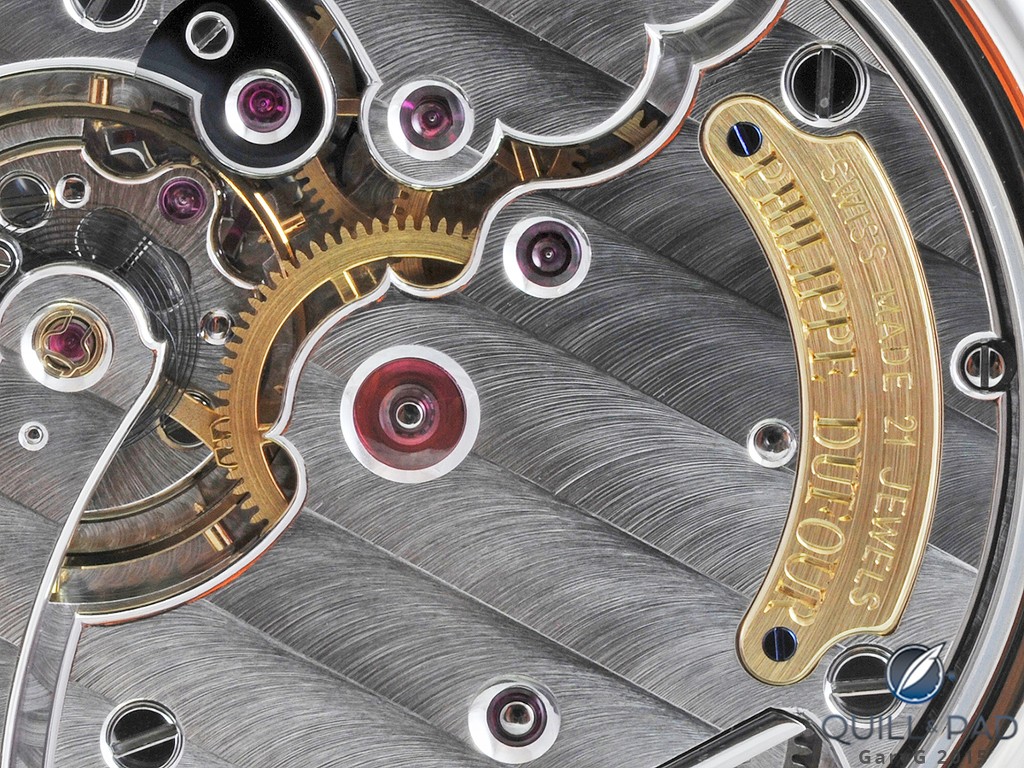
Philippe Dufour
Voutilainen
(fonti"AnticaOrologeriaZamberlan-HorlogerieSuisse-GiulioPapi-WachesbySJX-DamsterChronomania-Deployant-Quill&Pad-O&P")
Edited by Legolandia - 19/10/2020, 17:56 .
. -
.
Sempre bello vedere certe immagini.
Grazie anche per l'esauriente spiegazione.. -
.

Senator

- Group
- Referenced Seller
- Posts
- 3,660
- Location
- Cuneo, vicino alle montagne, non lontano dal mare.
- Joined
- 29/9/2015
- Status
- Anonymous
Complimenti per i sempre splendidi contributi. Fa veramente piacere leggere questi thread!
Edited by Gibsones355 - 7/5/2017, 23:27. -
.
Grandissimo Legolandia!!!!grazie . -
.
Grazie mille Legolandia!
Sono gli utenti come te che elevano i forum del settore!!. -
.
Grazie mille per il bellissimo thread foto da paura . -
.
Gran contributo!! Grazie!  .
. -
.
Bellissimo post ... Foto meravigliose 👍 . -
.
Grazie V. . -
.
Grazie per quanto ho potuto apprendere.........l'orologeria all'interno della cassa, quella che non si manifesta, è quella che maggiormente mi appassiona.  .
. -
.
Grazie per la bellissima e dettagliatissima spiegazione! . -
.
Wow! Fantastico! Grazie! . -
.
Gran bel post !
Grazie !
. -
.
Come diresti tu evviva! Complimenti argomento interessante e foto molto belle  .
. -
.
Grazie, leggo sempre con grande interesse. .

Anglage: definizione - tecniche - immagini |






 Contacts
Contacts


 Instagram
Instagram Facebook
Facebook YouTube
YouTube Iscritti
Iscritti